
In the course of a normal day, folding machine operators usually only concern themselves with one adjustment on the buckle plate. That, of course, is the fold stop which sets the length of the fold.
Today’s folding machine buckle plates usually have three adjustments available to the operator:
- The fold stop as mentioned which sets the length of the fold. The stop can also be cocked or skewed as needed to compensate for paper that’s not quite square.
- The buckle space. This is the adjustment that moves the bottom side of the fold plate in or out to change the space available for the sheet to “buckle” at the fold point.
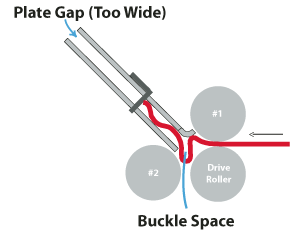
- The plate gap. This is the opening between the upper plate and lower plate (sometimes called the lower fold pan.) This opening is set to be slightly thicker than the sheet that is running. These are typically set progressively wider as you go from parallel to 8-pp right angle to 16 pp right angle, with the narrowest gap being in the parallel section plates.
You may not find all three adjustments on table top machines or more basic floor model folders. Also some older machines might be missing one or more adjustments. Sometimes there are ways around those limitations, but that's a subject for another article!
 In most commercial post-press operations you won’t have to adjust #2 and #3 very often, if ever. If however you are running very thin or very thick paper you’ll probably have to start making adjustments.
In most commercial post-press operations you won’t have to adjust #2 and #3 very often, if ever. If however you are running very thin or very thick paper you’ll probably have to start making adjustments.
When running very thin stocks, two things can happen to affect fold quality. First, a buckle space that is too large will allow the stock to buckle in several spots, thus changing the fold. When that happens, you move the bottom plate in toward the rollers to reduce this space. It should be small enough for the sheet to buckle consistently yet large enough for the folded sheet to pass through to the next set of rollers.
This adjustment also prevents the thin sheet from missing the fold plate entirely. With too big of a gap it’s possible for the sheet to curl completely underneath the fold plate. Or in the case of a curled sheet, the edges can catch if the bottom fold pan is not sufficiently close to the fold rollers.
The second problem with thin stocks is that the plate gap may be too wide. If so, the sheet has the opportunity to lightly buckle at numerous points inside the fold plate. (see drawing above) This variation will, of course, mean variations in folding. This is especially noticeable as 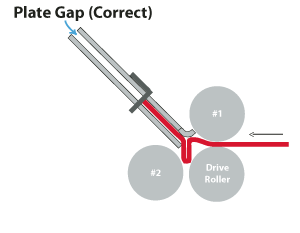 you increase the speed on long sheets. In this case, decrease the gap to keep the sheet flat within the plate. (drawing at left)
you increase the speed on long sheets. In this case, decrease the gap to keep the sheet flat within the plate. (drawing at left)
In many cases you can simply reduce the folding machine speed to minimize the problem without having to change the gap. Also, grain direction affects the stiffness of the sheet and the level of buckling within the fold plate. Thus a long grain direction, in the running direction of the sheet in the first parallel section, will reduce or eliminate this buckling.
Proper humidity levels will noticeably affect the stiffness of a thin sheet. (See a related humidity article here.) If the bindery environment is too dry and you are struggling with an especially thin sheet, try boosting the relative humidity level.
When running a very thick sheet, or multi-panel folds, you will need to do the reverse of what you do with a thin sheet. Open up the buckle space (pull the bottom plate or fold pan away from the fold rollers) and also open up the plate gap. As with the thin sheet, you want just enough plate gap to keep the sheet flat but not restrain it, and just enough buckle space to allow the folded piece to pass through to the next fold rollers.
If you’re a newcomer to folding, be sure to consider these two adjustments if you run into a ‘new’ problem with thin or thick stocks. Heck, even if you’ve been around awhile it’s easy to forget about all the adjustments available to fix a folding problem.
The nice thing about newer folding machines is that these settings are usually calibrated. You can make best use of this by keeping a log of difficult jobs and noting what settings you used to get it to run. When you’re done with the job, just “zero” the setting back to its normal spot.