
The beautiful thing about folding machines is that it’s possible to do many things to the sheet as it passes through the machine. Creasing, perforating, cutting, gluing and punching are a few folder functions that can be combined for high productivity.
For years however, some things, though possible, were simply not done. For instance, trimming cover stock on the folder was discouraged, so covers were always run 1-up. It used to be that if the cover needed scoring, it was done anywhere except the folder, typically on press, letterpress or diecutter.
With the advent of new creasing and cutting tools, it now pays to re-visit some of these ‘possibilities’ that may have been removed from your arsenal of post-press production techniques. In working with printers and binderies daily, we see lots of creativity. However there are a few techniques that are very simple to execute and for the longer runs will give you huge boosts in productivity, in some cases doubling the yield or better.
 The technique here is one of the most popular we see for three reasons:
The technique here is one of the most popular we see for three reasons:
- It provides an enormous increase in folder production
- It’s easy to set up
- The print layout usually doesn’t need to change.
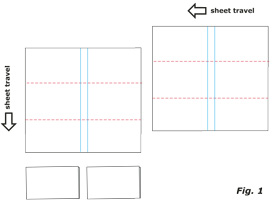
A typical 4 page or letterfold-type piece (6 panel) is laid out 2 up so it can be creased (scored) in the main, parallel section. It then folds in the right angle section where the trim is taken. Figure 1 shows the two-fold layout and figure 2 illustrates a one-fold. A 6-panel requires 2 Tri-Creasers in the first section and one Multi Tool for cutting in the right angle while a 4 pager requires only 1 Tri-Creaser and 1 Multi Tool.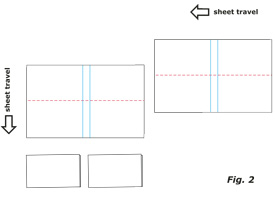
The folder can be run at high speeds with either layout and if you are using an automatic stacker, you can probably push the folder to its limits. The tradeoff in extra setup time is small, perhaps an extra 15-30 minutes, so even moderate quantities merit a review for this type of folder run.
Try this technique, you will quickly see the benefits, it will not disapoint!