
Basic Product Questions and Answers - Micro Perforator
What's the difference between the blue and the black nylon anvil?
The blue anvil has a slightly larger outside diameter than the black and is primarily for cover stocks approximately 10pt and heavier. The blue anvil should also be used whenever the slitter shafts are set with a larger gap then normal, such as might happen when simultaneously running the perforator with various scoring tools.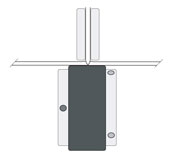 Can I run the Micro Perforator with other scoring or perforating tools?
Can I run the Micro Perforator with other scoring or perforating tools?
Yes, as long as you set up the Micro Perforator first, then adjust other tooling as needed. One exception: if the other tools has an anvil design (perf blade riding on TOP of the cutting surface as shown at right) you'll have registration issues if the outside diameters (OD) of both tools are not identical. (The net effect is that one tool will move one side of the sheet faster than the other if the OD's differ substantially.)
How do I know which anvil and perf blade to use?
Follow the basic recommendations in the instruction guide. Also feel free to experiment to find the best combinations for the paper you run.
What's the maximum thickness of sheet I can perf?
The finer the perf, the thinner the max. sheet thickness. For instance a 52tpi perf blade will handle a max. of about 80# cover, or .007-.008". A 17tpi blade will handle a max. of about .015".
Can I perf through more than one sheet at a time?
Yes, depending on the thickness of the sheet. In most cases if you are perforating multiple sheets your paper will be thin, .004" or thereabouts, so you're limited to about 3-4 sheets. If you do a lot of multiple sheet work, ask about our 4-sheet perf blades, designed to handle 3-4 sheets of text stock. These are available for certain 35mm devices to fit MBO, Stahl, H&H and GUK.
Do you have other perf blades available beside those included in my Micro Perforator kit?
Yes, depending on your model of folding and scoring machine. The basic Micro Perf kit includes 1 ea. 17tpi, 25tpi and 52tpi. Optional 10tpi, 12tpi, 40tpi and 72tpi are also available for select models.
.
Troubleshooting Questions and Answers - Micro Perforator
My perf blade comes loose in the collar as I'm running. Am I doing something wrong?
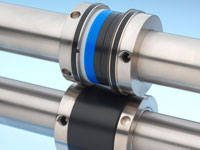
It is probably mounted the wrong way on the shafts, and the rotation is loosening the collar as you run. See the instruction guide with photo illustrating the correct installation (as shown in photo at right.) As you look into the shafts from the delivery end of your machine, the perf blade holder on the top shaft should have the allen screw on your right hand side. The nylon anvil holder on the bottom shaft should have the allen screw on the left.
The perf is crooked on the sheet. How do I fix it?
First, check all the basics:
- side lay squareness
- sheet register going in to fold roller #1
- fold roller tension
- deflector blades (no burrs or dings)
- fold roller cleanliness
If the problem persists, determine whether the problem is consistent or inconsistent. In other words, is every perf in the same position or does it move around the sheet?
For inconsistent registration, refer to the troubleshooting question below regarding Lead Edge Nicking. The same issues can cause inconsistent registration.
For consistent registration, where every sheet is identical but just in the wrong position, try this solution, after you've checked all the basics listed above.
One side of the sheet is travelling too fast through the fold rollers. You can slow that side down by cocking a fold plate (with closed deflector) on the side that you want to slow down. Usually plate 3 or 4 is used, but you can use any fold plate as long as it's one that is after the fold, if any. Unlock the fold plate that side, pull it out about 1/16" and re-lock. Repeat until score is straight. For severe problems, use two fold plates, with a little adjustment on each plate. The idea is illustrated here in this pdf on straightening out perfs on 16pp signatures. Different job, but exactly the same concept.
When I perf there is a V-shaped groove on the sheet. How do I get rid of it?
Move the anvil so you are perforating on a clean, flat spot. If however, you just started perfing on a clean spot and you have a groove, you applied too much pressure. Move to another clean spot and repeat the setup procedure in the instructions. Ideally your perf blade will just barely cut into the nylon anvil. Take a few moments to carefully set up the job and you can avoid the groove.
I'm running a job that folds on the perf. The perf looks good but it falls apart in the folding machine. How do I fix that?
First, try perfing from the other side of the sheet (if the fold layout and machine permit this.) A perfed sheet usually has one fold direction that is stronger.
If that doesn't work, try a different perf blade. In all likelihood a coarser blade will be needed.
The lead edge of the perfed sheet is nicking or tearing. How do I fix it?
There are a few things to look at when you get lead edge tearing:
First, try offsetting the pull out wheels so there is no pressure on the sheet from the wheels. Slide the upper wheels off to the side so they don't contact the lower wheels. Click Here to download a 1mb pdf illustrating the concept. You can also click here for a Bindery Success Blog article on problems with pull out wheels.
Second, experiment with machine speed, both faster and slower.
Lastly, flip a handful of sheets and run a test batch. Sometimes an unfavorable curl will cause nicking or tearing. Flipping the sheet may minimize or eliminate the problem. If you suspect curl to be part of the problem, Click Here to download a pdf that shows a technique for minimizing curl on your folding machine.
We're running a perf job that looks great, but when we run it through a laser printer or copier, it falls apart. How do I fix that?
Whenever you perforate a job that requires subsequent processing, be sure to have it TESTED in the machine it will need to run through! Don't run 100,000 sheets only to discover it won't survive the paper path of the customers brand new high-speed copier!
Some items to consider for such multi-processed jobs:
- Always test on a new job. Make no assumptions. A Technifold 52tpi perf is not necessarily identical to the 52tpi perf from another supplier. The ties (space between teeth) can vary, as well as bevel angle and perf design, all of which affect performance.
- Test by perforating from BOTH sides of the sheet.
- Test with different perf blades.
We're getting double sheets when we try to run a job perfed with your tools. What causes that and how can I get rid of the problem?
The potential causes of double sheets are numerous. Static, humidity, tacky inks or varnishes, dull cutting knives and perfs sticking together are but a few. In most cases the Technifold Micro Perforator will substantially reduce problems with double sheets in subsequent finishing or printing processes.
If you suspect the perfs are sticking together, check that you did not go to deep. The perf should be very flat, with no obvious V-shape grooving. If the perfs are too deep, try 'repairing' them. Run them through a folder or press and flatten them out with pressure. Then re-test to see if the problem disappears, or re-run a test batch to get a flatter perf.
When the perfed sheets reach the next stage in processing, (copier, laser printer, press, etc.) it also helps to air the sheets properly in order to separate any sheets that might be sticking. Also be sure to load paper trays and feeders according to manufacturer's directions.
Part of the perf line is OK but other parts don't quite cut through. How do I fix that?
There are a few things to check.
First, check the nylon anvil. Slide the anvil away from the perf, loosen the retaining collar (you'll probably need a spanner to loosen it) and with the anvil remaining ON the collar, try to wobble the anvil. It should have a snug, sliding fit, with at most an almost imperceptible wobble. It might also be firmly on the collar, which is OK too. If however you see a noticeable wobble, replace it with another anvil. Temperature and humidity changes can have an impact on the expansion/contraction of the anvil, affecting the inside diameter of the anvil. Remember, these tools are made to extremely tight tolerances to deliver high performance. In rare cases, the right combination of temperature and humidity extremes can be enough to make a difference.
Next, be sure your shafts are not bowed. If you see a visible wobble in the shafts as the machine runs, the shafts need to be repaired or replaced. You can also check by positioning a pair of pullout wheels at the far ends of the shafts. Using a 20# bond, set the pressure evenly at each end. Move one of the sets of pullout wheels to the center and check the pressure. If it is inconsistent (pressure goes off and on) then your shafts are slightly bowed.
Another culprit: worn shaft bushings and/or couplings. Have a mechanic check it for you, or use this simple test on folding machines. Worn bushings should be replaced.
I had a jam in my folder and now the perf isn't working right. What should I do?
- Thoroughly clear the jam.
- Inspect the perf blade to be sure no paper is lodged in the teeth, which can disrupt perforating.
- Clean debris, if any, from the nylon anvil.
- If needed, reduce pressure, move to a clean spot on the anvil and re-set pressure.
.